1 가공경화
- 일반적으로 금속은 가공하여 변형시키면 단단해지며 그 굳기는 변형의 정도에 따라 커지는데 이러한 현상을 가공경화라 한다.
- 가공경화는 소성가공에 의한 전위셀 생성 및 증가에 기인한다.
2 가공경화의 생성
1) 소성가공 측면
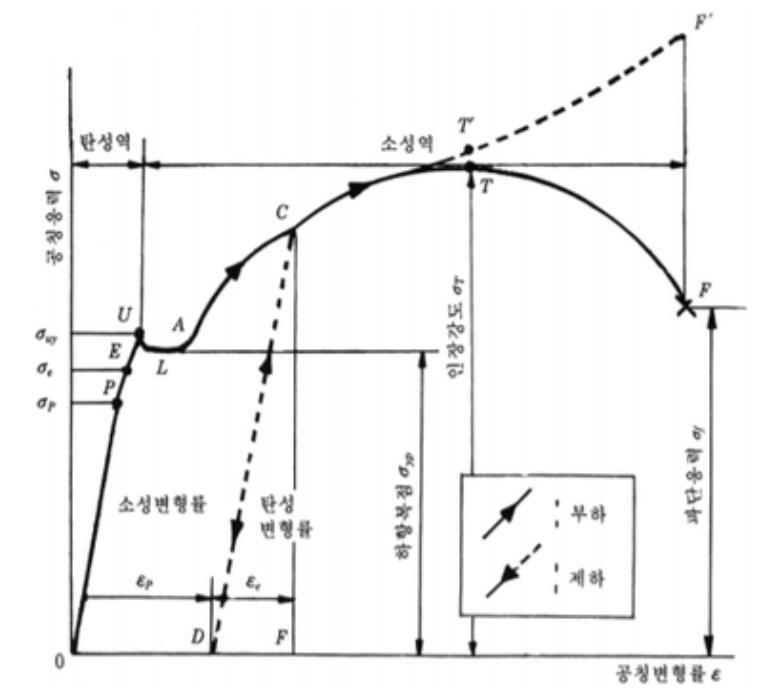
- 탄성한도 이상으로 힘을 가하면, 재료는 소성변형이 일어나고 일반적으로 탄성한도가 증가한다. 이러한 증가정도가 가공경화이다.(일반적인 정의의 가공경화)

2) 재료의 거동 측면
- 탄성영역은 1차함수로 나타내어지지만, 항복점 이하 일부 구간에서는 약간의 곡선형태를 띈다. 이는 코트렐효과 때문에 발생한다.
* 코트렐효과 : 탄성적 상호작용으로 불순물원자가 전위선에 가까이 당겨져, 전위를 고착시키는 효과를 말한다. 이는 불순물원자에 제한되지 않고, 점결함(point defect)에 대해서도 일반적으로 일어난다. 코트렐 효과는 오직 탄소 질소등의 합금강에서 발생한다. 순수철에서는 발생하지 않는다.
- 변형율과 응력은 비례한다. 변형율과 응력이 비례하는 한도 즉 Stress-Strain curve에서 변형율이 0인 지점에서 출발하여 직선이 유지되는 구간의 끝을 비례한도라 한다.
- 일반적으로 비례한도는 구분하기가 어렵다. 이를 보완하기 위해 0.2% offset을 사용하는데, 변형율 0이 아니라 0.2에서 출발하여 Strain-Stress와 만나는 점을 항복강도로 정의한다.
- 상기의 일부구간의 시작점을 비례한도, 종료점을 상항복점이라 한다.
- 상항복점 이후 재료는 뤼더스밴드가 생기며 시편이 늘어난다. 재료의 응력이 저하되는 것을 확인할 수 있다. 하항복점 이후에는 그래프가 울퉁불퉁해진다. 이는 뤼더스 밴드가 증가하면서 발생하는 현상이다.
* 상항복점은 하항복점보다 10~20% 정도 크다. 그러나 실제로 상항복점은 측정하기 곤란하고 또 재현성이 좋지 않다. 그래서 항복점 이라는 것은 하항복점을 가르킨다.
- 하항복점 이후에는 다시 더 큰 힘을 가해야 시험편이 늘어나는데 이는 전위셀의 영향 때문이다. 가공을 진행할수록 전위가 지속적으로 발생하는데, 전위가 상쇄되지 못하여 계속 쌓이기만하여 전위셀은 변형을 방해한다. 이때 전위셀에 의한 강도 증가를 가공경화라고 한다.
- 가공경화는 특히 하항복점 이후(뤼더스밴드 생성이후) 비선형적으로 변형의 증가함에 따라 응력이 증가하는 현상을 가르킨다.
2) 가공경화의 특징
- 가공경화는 재료의 경도를 높이는 역할을 하며(탄성한도를 높임) 내부 응력으로 인해 재료가 비틀리거나 치수가 부정확해지기도 한다.
- 연성이 낮아져서 충격량이 낮아지는 단점이 있다.
'기계공학 > 기계재료' 카테고리의 다른 글
| 파괴검사 (0) | 2021.01.12 |
|---|---|
| 표면처리 (0) | 2020.11.24 |
| 열처리 (0) | 2020.11.19 |
| 철의 합금(철의 5대 합금 원소) (0) | 2020.11.03 |
| 금속재료 개론 #2 (0) | 2020.11.02 |


